Как настроить Mach3,
китайская синяя плата |
||||||||||||||||||||||||||||||||||||||||||||||||
 Устанавливаем Mach3 на компьютер и обязательно (!) после установки программы производим перезагрузку компьютера. После этого на вашем рабочем столе появится несколько иконок Mach3 (Mach3Loader; Mach3Mill; Mach3Plasma). Для запуска фрезерного станка используется ярлык Mach3Mill.
После запуска программы может появиться окно, в котором ставим точку против «Normal Printer port Operation» и нажимаем «ОК». Если не появляется, то переходим дальше. 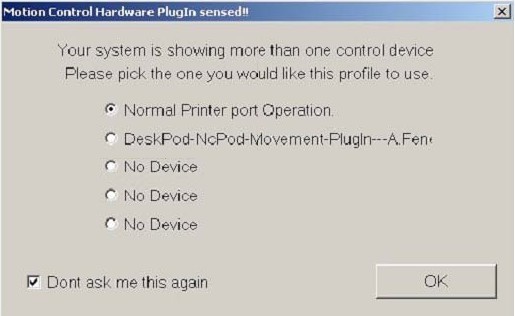 Следующим шагом выбираем основные единицы измерения. Заходим в меню «Config», нажимаем «Select Native Units» и выбираем либо дюймы, либо миллиметры, далее нажимаем ОК.  Теперь самое основное окно настройки: Заходим в меню «Config», нажимаем «Ports and Pins» и далее «Port Setup and Axis Selection». Устанавливаем все как на нижней картинке и нажимаем «ОК». Тут задается частота работы контроллера и адрес LPT порта. Максимальная частота для данного контроллера - 35000Hz. Частота может отличаться в зависимости от используемого контроллера. 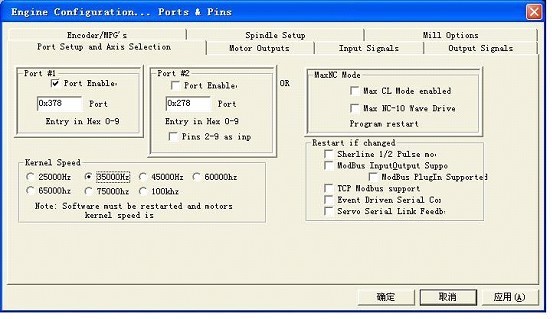 Далее переходим на вкладку «Motor Outputs» или заходим в меню «Config», нажимаем «Ports and Pins» и далее «Motor Outputs». Устанавливаем все как на нижней картинке и нажимаем «ОК». И не забываем нажимать кнопку "Применить". Первый столбец "Signal" показывает настраиваемые выходы для приводов осей. "Enabled" - включен/выключен соответствующий выход. "Step Pin" - номер пина LPT порта соответствующий определенной оси, на этот пин подается частотный сигнал с определенным числом шагов для вращения шагового двигателя. "Dir Pin" - в этот пин LPT порта задается направление вращения шагового двигателя соответствующей оси. 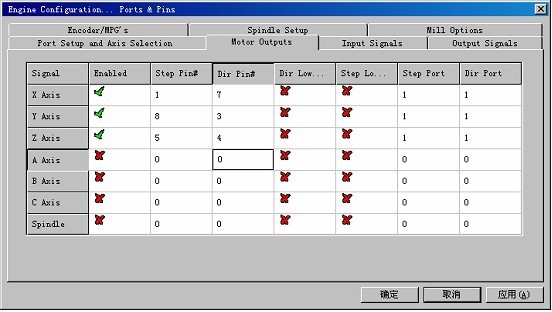 Заходим в меню «Config», нажимаем «Ports and Pins» и далее «Input Signals». Устанавливаем все как на нижней картинке, далее движком находим строку «EStop» (картинка еще ниже) и тоже устанавливаем все как на ней. Далее нажимаем «ОК». В этой вкладке устанавливаются концевики (конечники), аварийная кнопка, то есть входящий сигнал. 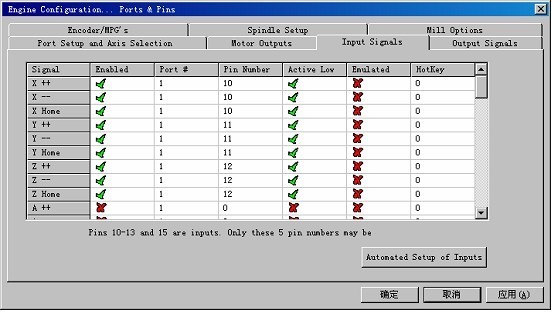 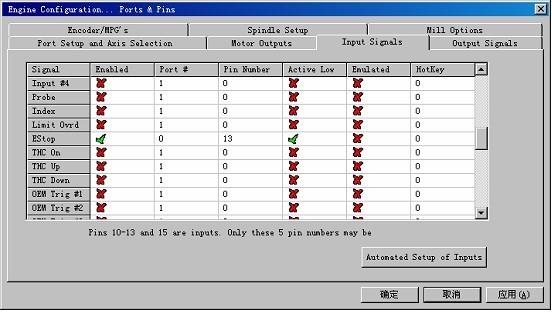 Заходим в меню «Config», нажимаем «Ports and Pins» и далее «Input Signals». Устанавливаем все как на нижней картинке и нажимаем «ОК». На этой вкладке задается выходной сигнал для управления реле установленной на плате, например для включения / выключения шпинделя. 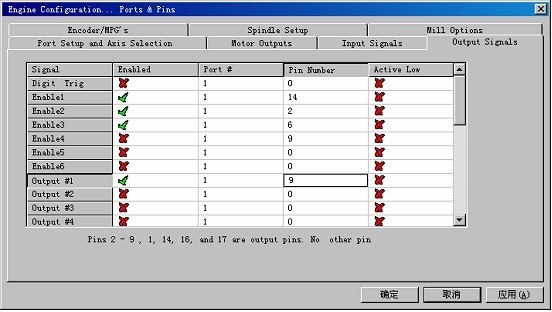 На этом основные настройки закончены, будем считать, что с установкой «пинов» закончено. Настройка шаговых двигателей осей.
В процессе настройки надо вычислить необходимое количество подаваемых импульсов (шагов) на шаговый двигатель для перемещения управляющей гайки червячной передачи станка на заданную единицу измерения - 1мм.
Например, имеем шаговый двигатель с шагом 1.8 градуса, червячную передачу с шагом резьбы 1.25мм и контроллер, установленный на «полный шаг». Тогда при подаче на него 200 импульсов (шагов), его вал повернется на (1.8градуса х 200) = 360 градусов (полный оборот) и управляющая гайка червячной передачи сдвинется на 1.25мм. Теперь, чтобы гайка сдвинулась на 1мм, надо соответственно уменьшить количество подаваемых на шаговый двигатель импульсов (шагов), которые определяются по формуле: 200/ 1.25мм = 160 импульсов (шагов). Т.е. при 160 импульсах(шагах) управляющая гайка при резьбе с ходом 1.25мм переместится на 1мм. Если на контроллере установлен неполный шаг, например «полшага», то формула будет иметь следующий вид: 2х200/1.25мм = 320 импульсов (шагов). Таким образом, изменяя степень «шага» в контроллере, а также зная ход резьбы червячной передачи, по аналогичной формуле можно в дальнейшем рассчитывать количество подаваемых на шаговый двигатель импульсов (шагов) для перемещения управляющей гайки на 1мм. Учитывая, что наиболее оптимальная работа данного контроллера отмечена при установке «1/8 шага», возьмем за основу: - шаг резьбы червячной передачи -1.25мм; - контроллер установлен на «1/8 шаг», т.е. 1мм перемещения управляющей гайки будет соответствовать 8х200/1.25мм=1280 импульсов(шагов) шагового двигателя. Примечание: перед началом «пусков» шаговых двигателей при выключенном питании на всех 3-х синих переключателях контроллера установим:
Требуемые установки выделены жирным текстом с подчеркиванием - OF . В дальнейшем данные установки можно будет менять.
Заходим в меню «Config», нажимаем «Motor Tuning» и получаем следующую картинку: 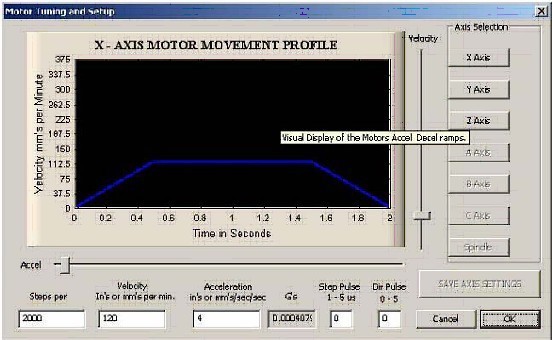 Нажимаем «X Axis», набираем в «Steps per» значение шагов, которое мы вычислили - 1280. Передвигая ползунки «Accel» и «Velocity» подбираем скорость и ускорение двигателя оси Х. Для начала поставим «график» в значения скорости «Velocity» 200 мм в минуту, «Accel» - 0.1-0.2 сек., затем нажимаем «SAVE AXIS SETTINGS». Если кнопка «SAVE AXIS SETTINGS» не «подсвечивается», то немного двинем один из ползунков. Аналогично поступаем с осями Y и Z, затем нажимаем «ОК». Теперь переходим к пуску шаговых двигателей - «закрутке осей». Для этого заходим на главную страницу Mach и слева на клавиатуре компьютера нажимаем клавишу «Tab», после чего на экран справа выскочит пульт ручного управления «MPG MODE». Включаем питание контроллера, далее нажимаем на кнопку «RESET», при этом останавливается рядом находящаяся бегущая строка и должен появиться шум от подачи напряжения на шаговые двигатели. Затем левой кнопкой мыши нажимаем поочередно на кнопки осей X (+ -), Y(+ -), Z(+ -) пульта ручного управления, при этом шаговые двигатели данных осей должны начать вращаться. 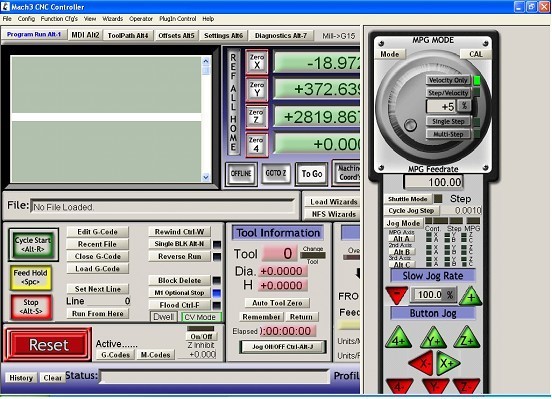 Отдельные настройки: 1. Изменение направления вращения осей (реверс)
Заходим в меню «Config» и нажимаем «Homing/Limits». В
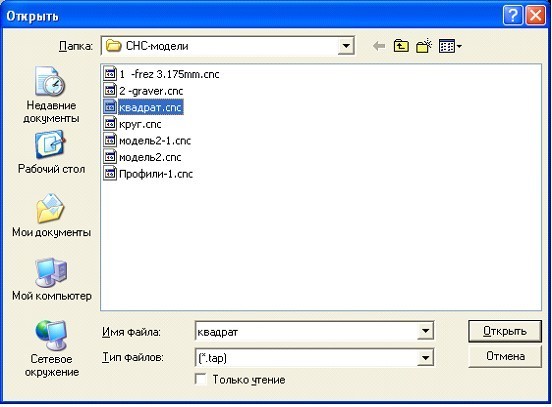
появившемся окне против нужной оси в графе «Reversed» меняем знак на птичку или крестик, затем нажимаем «ОК».  2. Загрузка программы с G-кодами и ее
запуск/остановка. Заходим в меню «File» и нажимаем «Load G-Code». На появившемся окне выбираем нужную программу и нажимаем «Открыть».
 Данная программа загружается и окно Mach приобретает следующий вид: 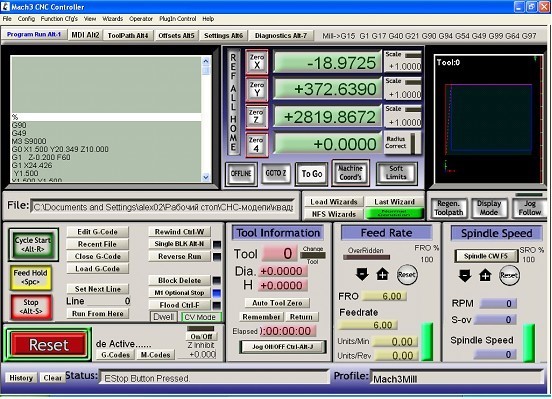 Далее останавливаем (при необходимости) бегущую строку кнопкой «Reset» и запускаем работу программы кнопкой «Cycle Start», остановка производится кнопкой «Stop». 3. Калибровка станка.
Это важная операция по настройке точности станка. В силу различных
технических причин, связанных с возможной неточностью механического хода осей станка, возможно возникновение погрешности, которое программа Mach позволяет откорректировать на программном уровне. Для этого на главном окне программы в управляющей строке нажимаем «Settings Alt 6», в новом окне нажимаем кнопку «Set Steps per Unit» (смотри картинки ниже). 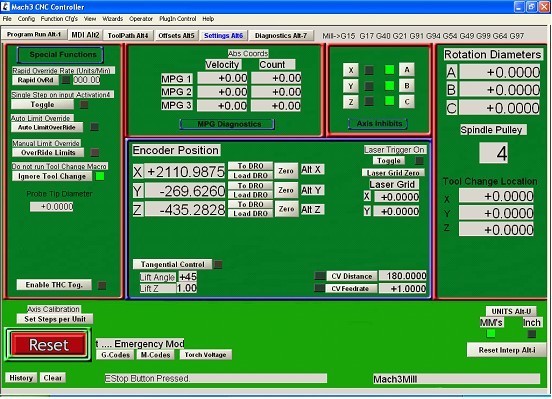 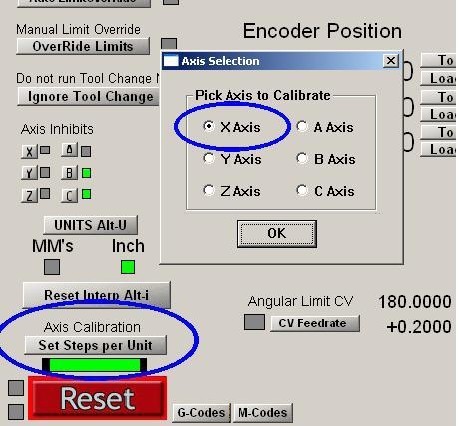 Далее в появившемся окне «Axis Selection» выбираем точкой нужную для калибровки ось и нажимаем «ОК». Появляется следующее окно, в котором нужно установить заданное расстояние, например 150мм, и нажать «ОК». Станок включится и по этой оси «отъедет» на какое-то расстояние, которое потом надо будет точно измерить. Например, получилось 155мм. Это значит, что при задании станку расстояния 150мм, он фактически «проехал» 155мм. Это значение (155) вводим в открытое окно и нажимаем «ОК». Программа при этом автоматически определит погрешность и в дальнейшем начнет ее учитывать. «Учитывание» погрешности производится путем изменения количества подаваемых импульсов(шагов) на шаговый двигатель данной оси, проконтролировать изменение можно в окне «Steps per» меню «Config», далее «Motor Tuning». Такую операцию надо провести в отношении каждой оси. 4. Подбор скорости оборотов шаговых двигателей и
режимов резания. Скорость оборотов шаговых двигателей подбирается индивидуально к
каждому станку, исходя из следующего принципа - определяется максимальная скорость, при которой он начинает «запираться» (останавливаться) при работе, затем она уменьшается на 30-40%. При необходимости можно использовать и более низкие скорости, например при резке прочных материалов (металлов). Подбор режимов резания тоже подбирается от минимальных значений до постепенного их повышения (скорость движения фрезы и ее заглубление). Появление излишнего «натужного» шума (рывков) при работе станка обычно свидетельствует о наступлении предельного режима. Примерные режимы резания: - при работе с деревом - скорость перемещения фрезы 3-5мм в сек, заглубление 2-3мм; - с алюминием - скорость перемещения фрезы 3-4мм в сек, заглубление 0.1-0.3мм. Это в целом все, что необходимо знать для первоначального запуска станка с Mach, остальное рекомендуется изучать по официальному Руководству этой программы. Самостоятельное
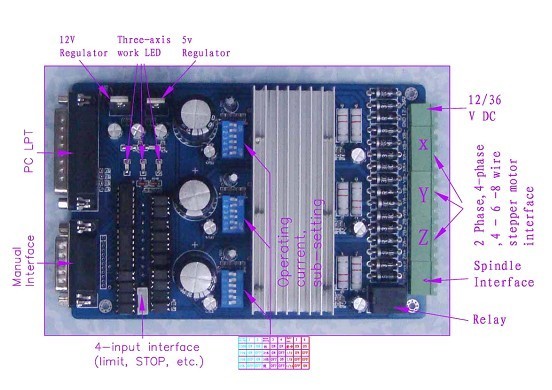
подключение (коммутирование) контроллера, блока питания и шаговых двигателей. Подключение шаговых двигателей к контроллеру.
Шаговые двигатели (ШД) обычно имеют следующую внутреннюю разводку своих проводов:
 В практике чаще всего встречаются ШД с 4-мя или 6-ю проводами и соответственно они имеют разводку, которая указана в верхнем ряду рисунка, цвета проводов при этом тоже имеют стандартный вид.
Если ШД имеет 4 провода, то цвета следующие: А+ - красный А- - синий В+ - черный В- - зеленый Если ШД имеет 6 проводов, то цвета следующие: А+ - красный средняя точка - белый А- - синий В+ - черный средняя точка - желтый В- - зеленый Примечание: на всякий случай перед подключением ШД требуется проверить его внутреннюю разводку тестером. Для подключения к контроллеру необходимо провода одного шагового двигателя ( А+, А- и В+, В-) подключить к соответствующим клеммам контроллера одной из осей, имеющим такое - же обозначение. Подключение к другим осям производится аналогично. При подключении 6 проводного ШД, провода средних точек ( белый, желтый) обычно никуда не подключаются и «висят в воздухе». Иногда для обеспечения повышенной скорости вращения ШД, провода средних точек используют для подключения (смотри на рисунке схему «6Lead Higt Speed»), тогда оставшиеся 2 провода тоже должны «висеть в воздухе». Обычно используются провода с внутренним сечением 0.35-0.75мм. Подключение контроллера к блоку питания и сети. Постоянное выходное питание с блока питания подключается: (+) к клемме 12/36v, (-) к клемме GND контроллера. Подключение блока питания к сети 220в производится обычно с заземлением (3 провода). Подключение шпинделя.
Подключение китайского шпинделя, представляющего собой двигатель постоянного тока 12-48в (300вт), производится на свободные клеммы выходного постоянного напряжения блока питания. Обычно напряжения 24в вполне хватает для первоначального запуска станка, а также резки дерева и пластмасс. В дальнейшем рекомендуется этот шпиндель использовать с отдельным регулируемым блоком питания, рекомендуемое напряжение 35-40в, мощность не менее 250вт. 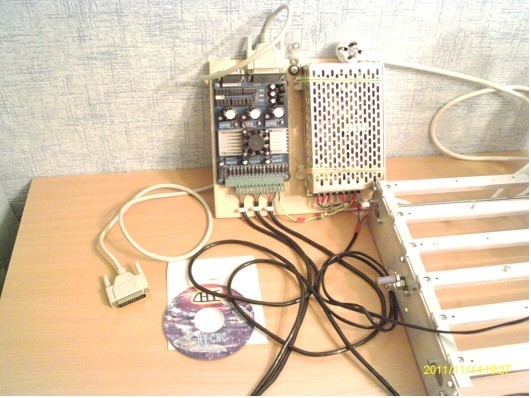 |
||||||||||||||||||||||||||||||||||||||||||||||||